Полуавтоматическое оборудование для производства саморезов в домашних условиях
Содержание:
- Оборудование для подготовки исходного металлопроката к высадке
- Технология изготовления саморезов
- Бизнес-план по анализу производства саморезов
- Технология производства болтов и гаек
- Станки и оборудование саморезной продукции
- Технология производства саморезов
- Какими бывают саморезы?
- Исходные материалы и выбор завершающих операций
- Основные этапы организации бизнеса по производству саморезов
- Какое оборудование нужно для производства саморезов
- Что представляет собой холодновысадочный станок
- Требования к помещению для производства саморезов
- Организация бизнеса
Оборудование для подготовки исходного металлопроката к высадке
Подход к выбору исходного материала (а это – проволока) зависит от оптовых цен на металлопродукцию, которые сложились на ближайшей региональной металлобазе. Они, в свою очередь, зависят от диаметра проволоки, марки стали и объёма закупки.
Что выгоднее? Выгоднее закупить проволоку диаметра, несколько большего, чем максимальный диаметр стержня самореза, сократив тем самым число типоразмеров исходного материала.
При должной подготовке складского помещения (минимальная влажность, вентиляция, исключение резких температурных перепадов) хранение материала происходит без потерь.
Исключение составляют коррозионные процессы, которые происходят с металлом на стадии его транспортирования от производителя металла до металлобазы. Поэтому исходный металл придётся подвергать травлению.
Альтернативные варианты – производство саморезов из нержавеющей стали – здесь не рассматриваются, потому что себестоимость выпуска подобного крепежа заведомо окажется выше, чем произведенного на специализированных метизных предприятиях. Вдобавок стойкость инструмента, работающего по более прочной нержавеющей стали будет весьма низкой.
Травление исходного проката можно выполнять следующими путями:
- заказывать данный переход на каком-либо ином предприятии, поскольку травильные агрегаты в условиях малого бизнеса потребуют специального помещения, разрешения санитарной инспекции, дополнительных расходов на обеспечение безопасных условий труда и т.п.
- приобрести комплексные агрегаты, которые одновременно бы очищали поверхность разматываемой бухты проволоки от окалины и выполняли бы следующую операцию технологического процесса – волочение материала.
Ясно, что первый путь для условий малого бизнеса невыполним и неприемлем. Поэтому безальтернативно остаётся второй.
Отметим, что волочение позволяет уменьшать поперечное сечение исходного материала до 20…25%, с соответствующим повышением качества поверхности. Одновременно снижается число типоразмеров приобретаемого металлопроката, что положительно скажется на общей сумме первоначальных финансовых затрат.
Отечественное оборудование такого предназначения для целей малого бизнеса мало подходит, поскольку громоздко, и рассчитано на условия промышленного применения. Значительно более удачным вариантом является приобретение автоматизированного волочильного барабана от компании «IMachineTechnology» (Тайвань). Данное оборудование последовательно выполняет:
- Механическую очистку поверхности стальными щётками, взаимное расположение которых можно регулировать сообразно исходному диаметру обрабатываемой проволоки.
- Смывание отделённой окалины водой высокого давления.
- Нанесение подсмазочного покрытия, наличие которого на поверхности металла увеличивает стойкость волочильных фильер.
- Одно- или многопереходные калибровку и волочение проволоки.
Наиболее компактным типоразмером данного оборудования являются агрегаты вертикального исполнения модели GVY600Т (диапазон диаметров исходного материала 3…8 мм, мощность электродвигателя 25 л.с.).
Технология изготовления саморезов
Производство продукта, как уже ранее говорилось, не требует никакой квалификации, в автомат достаточно загрузить обычные болванки и он самостоятельно нарежет на них резьбу.
Настройку станка производит поставщик, ещё в момент установки.
В следствие этого, первое время даже сам бизнесмен может поучаствовать в производстве, в будущем это поможет ему понимать, что может быть с таким станком и поможет избежать проблем с нерадивыми работниками.
Всё, что необходимо для стабильной работы — это хорошая проводка, у которой низкий шанс возгорания.
Поскольку производство будет происходить в больших масштабах, то лучшим выходом является иметь постоянных покупателей, которые способны забрать весь товар в определённый срок.

Бизнес-план по анализу производства саморезов
В этом теоретическом проекте проводится анализ всех операций, начиная от поставки сырья, закупа оборудования для производства и заканчивая сбытом продукции.
Основные составляющие бизнес-плана
Самый первый шаг , который необходимо сделать – это провести исследование рынка на предмет спроса на продукцию, которую предполагается выпускать. Выявляется это анализом потребности торговых сетей, рынков и производства: строительных организаций, машиностроения и мебельных предприятий. Данные фиксируются, они понадобятся для дальнейших расчётов рентабельности производства.
Совет: изучая рынок саморезов, полезно определить, какое количество представлено отечественной продукцией, какое приходится на импортный товар.
Второй шаг – выявить наиболее спрашиваемые позиции. Это определит с чего начинать производственный процесс: закупать станки с узкой специализацией на ассортиментное наполнение или ставить полноценную производственную линию.
Может получиться так, что сначала выгоднее поставить производство на небольшой ассортимент. По мере развития, постепенно улучшать и увеличивать мощности по выпуску продукции, путём приобретения более совершенных станков.
Пример:
-
- при монтаже гипсокартона на металлопрофиль самый применяемый – это острый оксидированный саморез по металлу длиной 25 мм;
- для крепления фанеры наиболее употребляемы острые оксидированные саморезы длиной 45…55 мм.
Очередной шаг – выбор места под будущее производство.

К расположению будущего мини-цеха есть ряд требований:
- наличие подъездных путей, минимум — автодорога с гравийным покрытием;
- обеспечением силовой энергосетью, — потребляемая мощность производственной линии может достигать нескольких десятков киловатт;
- к площадке должны быть подведены системы канализации и водоснабжения;
- на общей площади территории необходимо разместить производственную линию с удобным доступом ко всем станкам; проездные пути должны обеспечить свободный подвоз и обратную транспортировку, соответственно, исходного сырья и готовой продукции.
Предварительные данные по аренде и затратам на энерго -, водо-, теплоснабжение также необходимо занести на бумагу.
Выбор производимого ассортимента продукции.
Выпускаемая номенклатура влияет на быстроту окупаемости проекта:
- чем шире будет представлен ряд метизной продукции, тем больше будет потенциальных потребителей производственной продукции, а соответственно, оборот капитала ускориться;
- более широкий выпускаемый ассортимент, автоматически предполагает наличие производительных станков, но с более высокими затратами на их приобретение.
Примечание: величина номенклатуры будущей продукции и, следовательно, необходимая производственная линия, взаимосвязаны со спросом на метизы.
- Важная, но необходимая часть затрат – это заработная плата персоналу. На производстве, как правило, принята сдельно-премиальная система материального вознаграждения, — иными словами: «больше сделали – больше получили».
Совет №1: на этапе подъёма производства, первые полгода лучше использовать твёрдую тарифную сетку, с постепенным переходом на более прогрессивные методы оплаты.
Совет №2: на квалификации работников экономить не целесообразно. За счёт своего опыта, профессиональный мастер сможет выполнить работу быстрее и с лучшим качеством.
Экономические расчёты по сырью
Стоимость исходного материала – важная компонента в конечной цене самореза. Но не всегда дёшево – значит хорошо.
- Во-первых: цена на сырьё должна учитывать транспортные расходы на доставку до места производства.
- Во-вторых: добротный, качественный металл не может сильно отличаться от средней цены по рынку.
Если это так, то металл или не соответствует требованиям ГОСТа, или возникает вопрос о происхождении продукции.
Примечание: при далеко идущих планах, лучше ориентироваться на надёжных и зарекомендовавших себя поставщиков, которые смогут обеспечить ритмичность поставок, и, при дальнейшей успешной работе, смогут предоставлять различные отсрочки по оплате исходной продукции.
Отдельным абзацем необходимо рассмотреть вопрос сбыта продукции. Без налаживания устойчивого сбыта, затея по организации производства саморезов обречена на провал.
Технология производства болтов и гаек
Винтовая пара, что состоит из болтов и гаек, является часто используемой формой метрического крепежа. Внутри гайка имеет резьбу, которая навинчивается на болт. В итоге создается крепкое надежное крепление. Для производства гаек и болтов используют следующее сырье:
- нержавеющая, углеродистая, хромовая или легированная сталь;
- бронза;
- титан;
- медь;
- латунь.
Технология их изготовления основывается на холодном методе непрерывного формообразования из прутка или проволоки. Намотанная на катушке, проволока направляется к болторезному станку, который делает заготовки заданной величины. Затем основа проходит несколько формообразующихся штампов. На итоговую заготовку накатывается резьба.
Оборудование для производства гаек и болтов:
- гайконарезной станок;
- холодновысадочная автоматика;
- фильера;
- штамповочная машина;
- холодновысадочный инструмент – втулки, вставки, пуансоны, матрицы и т.д.
В среднем полноценная линия по изготовлению болтов и гаек обойдется в 800 – 1200 тыс. руб.
Станки и оборудование саморезной продукции
По сути процесса, выпуск саморезов осуществляется на небольшой производственной линии. В её состав входят:
- Холодновысадочное оборудование. Условно, делится на две группы: с полузащитным кожухом и защитным кожухом. Отличаются производительностью, системой управления, автоматизацией, выпускаемым ассортиментом. Самые простые модели ориентированы на выпуск одного вида продукции. Более дорогие станки позволяют расширить ассортимент до производства шурупов, винтов и других типов метизов. Производительность станков, в среднем, находится в диапазоне 40…250 шт/мин. Естественно, цены между простыми моделями и высокопроизводительными отличаются в несколько раз. Отдельные модели дополнительно могут формировать сверло на носике самореза.
- Резьбонакатной станок. Обеспечивает накатку резьбы посредством плоской сменной плашки. Имеет возможность, в зависимости от модели, варьировать шаг резьбы.
- Термозакалочная печь. Придаёт саморезу поверхностную прочность по шкале Бринелля не менее 55 единиц. Процесс нагревания до температуры примерно 1000 градусов Цельсия длится около одной минуты с последующим охлаждением (отпуском) в специальной закалочной среде.
- Гальваническая линия. Предназначена для образования на поверхности самореза антикоррозионного покрытия. Это может быть оксидирование, фосфатирование и покрытие цинком. Состоит из нескольких ванн, где осуществляются электрохимические реакции по нанесению покрытий.
- Центрифуга. Осуществляет сушку горячим воздухом готовых саморезов после мойки от остатков химических растворов в процессе гальваники.
Покупка одного элемента, из всей производственной линии имеет смысл, если это замена полностью вышедшего из строя оборудования или с целью замены на более совершенный аппарат.
Для начала полного цикла по выпуску саморезов, следует производить экономические расчеты для всей технологической цепочки.
Например, можно встроить в процесс монтажа оборудования, холодновысадочный станок производства Украины (г.Одесса). Остальные станки взять тайваньского или китайского изготовления.
Прежде чем начинать какой-либо бизнес, необходимо проработать экономическую составляющую производственного процесса. Предварительный анализ возможных прибыльности или убыточности проекта описывается в бизнес-плане.
Технология производства саморезов
Саморезы, как правило, изготавливаются из проволоки, изготовленной из низкоуглеродистой стали, однако могут применяться и другие жесткие и недорогие металлы, такие как нержавеющая сталь, латунь, никелевые сплавы или алюминиевые сплавы. Качество используемого для производства саморезов металла имеет первостепенное значение, чтобы избежать растрескивания. Также металл самореза может быть покрыт цинком, кадмием, никелем или хромом для дополнительной защиты.
Упрощенно процесс производства состоит из двух основных этапов: обработки заготовки и нарезки резьбы.

В процессе обработки заготовки проволока подается с катушки в машину, которая обеспечивает предварительное натяжение. Выпрямленная проволока поступает непосредственно в машину, которая автоматически разрезает провод на заданную длину. Далее штамп нарезает шляпку заготовки винта. Станок для нарезки шляпки использует либо открытую, либо закрытую матрицу. Закрытая (или сплошная) матрица создает более точную заготовку. В зависимости от производительности станка, производится от 100 до 550 заготовок в минуту.
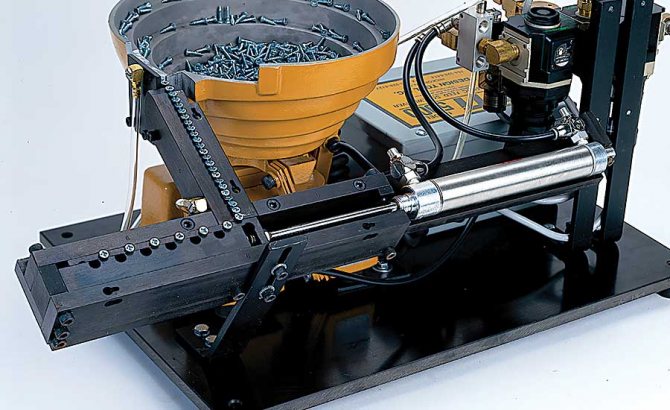
Нарезка резьбы начинается после подготовки заготовки. Винтовые заготовки автоматически подаются на резьбовые штампы из вибрирующего бункера. Бункер направляет заготовки винтов вниз на желоб к штампам, и при этом устанавливая их в правильном положении.
На третьем этапе заготовку нарезают с использованием различных способов. В матрице для нарезания резьбы используются две плоские матрицы. Один штамп неподвижен, а другой движется, а заготовка винта прокатывается между ними. В случае, если используется бесцентровая цилиндрическая матрица, заготовка винта прокатывается между несколькими круглыми матрицами, чтобы нарезать законченную резьбу. Еще одним методом прокатки резьбы является использование круговой вращающейся головки. В этом случае станок удерживает зажимную заготовку неподвижно, а несколько резцов вырезают в заготовке резьбу.
При необходимости на саморез наносят гальваническое покрытие или производят термическую обработку.
Какими бывают саморезы?
Основное назначение строительного расходного материала ясно из самого названия – при помощи нарезной основы пробивать дерево/метал и соединять в единое целое элементы конструкции. Из-за широкого распространения саморезов разобраться в их разновидностях может быть непросто даже профильному специалисту.
Однако в производстве саморезов типу выпускаемой продукции уделяется большое внимание. Не каждый имеет массовый спрос, потому нет смысла покупать некоторые формы для станков
Классификация саморезов по назначению
Классический по металлу.
Наиболее распространенный вариант саморезов, который оптимально производить для массового потребителя. Ключевая особенность – витки резьбы расположены друг от друга очень близко + сам наконечник саморезов имеет заостренную форму.
Длина и диаметр саморезов не имеют общих требований, поэтому данный параметр выбирается при производстве самостоятельно.
Для изготовления саморезов по металлу необходимо использовать только высокопрочную сталь с оцинковкой или оксидкой сверху. Расцветка черная, но есть варианты под металлику или позолоту.
Саморез по металлу со сверловым концом.
Вариант саморезов, в котором отличительной чертой является сверло образный наконечник для более плавного проникновения в толщину металла. Хороши для листовых пластин средней толщины.
Если при использовании классических саморезов, приходилось использовать на начальном этапе сверло, то здесь данный момент можно пропустить. Достаточно приложить некоторые усилия, и саморез самостоятельно проделает стартовую выемку для вхождения в объект.
Саморез по дереву.
Больших внешних отличий при производстве саморезов по дереву вы не заметите. Особенность заключается в большем расстоянии между витками. На станках и в заготовках данный нюанс очень просто учитывается и не требует дополнительных закупок сырья или сменных частей для станков.
Мебельный саморез.
Мебельный саморез или, как его еще называют, конфирмат используется с целью сборки конструкций из МДФ или ДСП
Использовать саморез можно и для дорогих сортов древесины, но при этом требуется большое внимание уделять форме шляпки и возможности ее маскировки.
При производстве конфирматов большое значение играет внешний вид шляпки, так как для каждого вида мебели, может потребоваться свой шаблон. Изготовлять такие саморезы проблематично, поэтому вариант стоит рассматривать лишь при наличии оптовых покупателей.
Саморез с пресс-шайбой.
Саморез является подкатегорией винтов по металлу, но из-за функциональной особенности его стоит рассматривать, как отдельный вариант производства
Спрос на подобные саморезы очень велик в сельской местности, поэтому, если планируете сбывать продукцию на подобный рынок, лучшего варианта будет не найти.
Шестигранный саморез.
Особенности в производстве – утолщенное винтовое тело и шестигранная шляпка для ключей. Саморез может использоваться лишь для работы с деревом и некоторыми видами бетона, поэтому данный вариант производства также стоит рассматривать лишь при наличии оптовых закупщиков.
Саморез для кровли.
Название говорит само за себя. Особенность в производстве – помимо самого самореза придется изготавливать еще и шайбу.
Шляпка, диаметр, частота витков – параметры вариативные и зависят от области применения расходного строительного материала.
Существуют и другие подвиды саморезов, однако их доля на потребительском рынке не превышает 10%. Поэтому ориентироваться на такой продукт стоит лишь тем предпринимателям, которые уже имеют стабильных партнеров по закупкам, и хотят еще больше расширить свой ассортимент в рамках маркетинговой составляющей бизнеса.
Исходные материалы и выбор завершающих операций
Для придания прочности и товарного вида изделия после холодной высадки подвергают очистке, термообработке и антикоррозионному/декоративному покрытию. Технология производства саморезов на завершающих этапах определяется материалом, из которых высаживаются изделия. В зависимости от отрасли потребления саморезов исходным сырьём для них служит проволока из:
- Низкоуглеродистой качественной стали по ГОСТ 1050. В связи с тем, что материал в процессе высадки упрочняется, принимать более дорогой прокат не следует.
- Пластичной латуни по ГОСТ 15527 марок от Л68 и выше.
- Алюминия марки АД1 по ГОСТ 4784.
- Пластичного дюраля Д1М по ГОСТ 14838.
Ввиду малости технологических зазоров, и необходимости в точном дозировании исходного материала в высадочную и отрезную матрицы, сортамент проволоки должен соответствовать требованиям ГОСТ 10702. В частности, материал должен поставляться в калиброванном состоянии, отличаться расширенной градацией диаметров, и иметь класс точности не ниже 4.
Учитывая это, для завершающих операций по выпуску саморезов обычно принимают:
- Закалку с последующим отпуском в вакуумных печах сопротивления.
- Воронение (оно может быть чёрным, под железо, либо красным – под медь). Воронению чаще подвергают кровельные саморезы;
- Цинкование в электролитических ваннах.
- Анодирование (только для саморезов из алюминия и его сплавов).
Пробную партию готовых изделий есть смысл отдать на анализ специалистам, которые, проведя необходимые изменения качества покрытия, твёрдости, макроструктуры саморезов и т.д. смогут дать квалифицированное заключение о качестве продукции (а, следовательно, и о необходимости внесения каких-либо изменений в техпроцесс). Если всё в порядке, то продажа саморезов оптом, мелким оптом, и в розницу может начаться удачно.
Основные этапы организации бизнеса по производству саморезов
Несмотря на то что для изготовления саморезов не нужно сложного оборудования и больших производственных площадей, организовать рентабельный бизнес на базе этой идеи достаточно сложно. Иногда на подготовку уходит около 6-10 месяцев
Что важно для этого производства:
- определить номенклатуру саморезов, которые будут выпускаться
- изучить технологию производства
- закупить, смонтировать и наладить оборудование
- обеспечить предприятие материалами и упаковкой
- найти рынки сбыта
Если для вас важны ответы на вопросы, нужно ли регистрироваться в качестве предпринимателя и можно ли заниматься таким бизнесом, как изготовление саморезов для дополнительного небольшого заработка, то ответ положительный. Да, можно купить мини-оборудование для работы на дому, производить и продавать кустарные саморезы, но в этом случае у предпринимателя будет ограниченный круг покупателей. Чтобы производство было перспективным и могло давать хорошую прибыль, перед покупкой оборудования необходимо пройти государственную регистрацию в качестве предпринимателя (ИП или ООО).
Стоимость полного комплекта оборудования по производству саморезов составляет примерно 90 тысяч долларов США. Комплект состоит из станка по изготовлению заготовок под саморезы (холодновысадочный автомат), резьбонакатного аппарата, линии гальваники и сушилки. Некоторые предприниматели обходятся только холодновысадочным и резьбонакатным станками. Но при таком производстве можно получить только продукцию самого низкого качества, которая не будет отвечать установленным для крепежей стандартам.

Сегодня в России пользуются спросом линии по изготовлению саморезов тайваньского производства. Российские представители зарубежных компаний предоставляют возможность брать оборудование в кредит или по лизинговым схемам (внесение выкупных платежей). Кроме того, можно оформить кредит под открытие малого бизнеса.
Полный процесс изготовления саморезов вы сможете увидеть в следующем видео:
Какое оборудование нужно для производства саморезов
Станки для производства саморезов производятся различными производителями. Как правило, это станки производства Китая и Тайваня. На рынке также предлагается оборудование российских и украинских производителей. Наиболее популярными среди покупателей оборудования являются станки китайского производства. При наименьшей в своей нише цене, они обладают сравнительно неплохом качеством. Станки производства Тайваня, как правило, несколько дороже и отличаются лучшим качеством.

Обратите внимание, что в договор поставки оборудования должны быть включены услуги по пуско-наладке оборудования, в связи с тем, что первоначальная настройка оборудования может представлять определенную сложность. В дальнейшем, после осуществления первоначальной настройки, управление подобной производственной линией и ее перенастройка на выпуск различных видов продукции является достаточно несложной и доступна любому специалисту после прохождения минимального обучения.. Выбирая определенный вид оборудования, обратите особое внимание на наличие и доступность запасных частей, расходных материалов и оснастки для осуществления оперативного обслуживания производственной линии
Если вы решите приобрести оборудование у зарубежного поставщика напрямую, что сейчас достаточно просто, учтите, что поставка может осуществляться в течение нескольких месяцев, причем такие же сроки занимает и поставка расходных комплектующих. Поэтому, на первом этапе, тем более, если производство саморезов является новым для вас бизнесом, рекомендуем остановить свой выбор на российском поставщике.
Выбирая определенный вид оборудования, обратите особое внимание на наличие и доступность запасных частей, расходных материалов и оснастки для осуществления оперативного обслуживания производственной линии. Если вы решите приобрести оборудование у зарубежного поставщика напрямую, что сейчас достаточно просто, учтите, что поставка может осуществляться в течение нескольких месяцев, причем такие же сроки занимает и поставка расходных комплектующих
Поэтому, на первом этапе, тем более, если производство саморезов является новым для вас бизнесом, рекомендуем остановить свой выбор на российском поставщике.
Выбрать оборудование вам помогут образцы изделий, производимых на данном оборудовании
Обратите внимание на следующие особенности саморезов, которые помогут вам выбрать оборудование, производящее качественную продукцию:
одинаковый цвет изделий, который свидетельствует о качественной промышленной обработке изделия и наличии одинаковых прочностных показателей;
саморез не должен иметь заусенец или неровностей;
шаг резьбы должен быть одинаковым;
обратите внимание на возможность нанесения маркировки на сам саморез, так как это считается признаком более качественного изделия.
Стоимость оборудования в основном зависит от степени автоматизации и производительности оборудования. Основу производственной линии для производства саморезов включает в себя холодновысадочный и резьбонакатный станок.
Стоимость мини-станка для производства саморезов составляет около 200 тысяч рублей. При этом производительность такого станка составляет до 55 штук в минуту.
Стоимость более производительного оборудования начинается с 1,8 миллионов рублей. Подобная линия позволит производить около 150 саморезов в минуту. Обслуживается она, как правило, одним оператором и одним подсобным рабочим. Целесообразно сразу закупить необходимые расходные материалы – пробойники и стержни, в среднем, они работают несколько смен. Прессформы эксплуатируются в течение нескольких лет.

Дополнительно необходимо учесть стоимость пуско-наладочных работ и доставки. Таким образом, учитывая стоимость оборудования, его доставки, пуско-наладки и необходимой оснастки, итоговая стоимость приобретения оборудования составит около 2,2 миллионов рублей.
В некоторых случаях применяется дополнительная гальванизация готовых изделий. Процесс гальванизации необходим для защиты от коррозии, повышения износостойкости и электроизоляционных свойств основного покрытия на черных и цветных металлах, путем создания на поверхности изделия защитной пленки. Стоимость оборудования для гальванизации составляет от 100 тысяч рублей.
Что представляет собой холодновысадочный станок
Такое оборудование относится к группе станков:
- стационарных среднегабаритных;
- универсальных скоростных;
- автоматизированных двухударных;
- непрерывного действия.
Использоваться станки этой разновидности могут для производства не только собственно саморезов, но и практически любых других видов крепежей — болтов, шурупов и пр. В данном случае все зависит от настроек такого оборудования.

Монтируются холодновысадочные станки на основе жесткой сварной рамы. Подача проволоки к основному узлу в них производится из бухты храповым устройством пошагово. Длина заготовки в станках этого типа регулируется перестановкой упора. Высадочные удары в оборудовании выполняются пуансоном. Первый удар при этом загоняет стержень к упору, а второй — формирует головку.
Как делают саморезы на предприятиях, таким образом, понятно. Технология производства таких крепежей, в принципе, не слишком сложна. При этом сами холодновысадочные станки изготавливают заготовки очень быстро. В зависимости от показателей производительности и мощности, один такой агрегат за минуту может производить до 100-300 саморезов.
Требования к помещению для производства саморезов
Для производства саморезов достаточно небольшого помещения с площадью 50-70 м2. Следует соблюдать основные требования, которые предъявляются к подобным помещениям. Прежде всего следует учесть, что объем производственного помещения должен составлять не менее 13м3 и не менее 4м2 на одного работающего. Высота помещений рассчитывается исходя из габаритов оборудования, в нашем случае оборудование не является крупногабаритным, однако регламентируемая высота потолков должна составлять не менее 3,2 м.
Нежелательно располагать цех для производства саморезов в подвальном или полуподвальном помещении, это может вызвать вопросы у контролирующих органов
Обратите внимание на необходимость достаточного освещения и вентиляции для производственных помещений.. Если вы будете применять гальванические ванные для повышения стойкости саморезов, то требования к помещениям будут более жесткими
С требованиями к эксплуатации вы можете ознакомится при выборе конкретных наименований оборудования.
Если вы будете применять гальванические ванные для повышения стойкости саморезов, то требования к помещениям будут более жесткими. С требованиями к эксплуатации вы можете ознакомится при выборе конкретных наименований оборудования.

Конечно, на практике все указанные требования не всегда соблюдаются, но в случае получения вашим работником производственной травмы, будьте уверены, что все указанные параметры будут проверены и если будет доказано несоответствие производственного помещения необходимым параметрам, то к уголовной ответственности вас привлекут.
Вы можете арендовать или построить необходимое помещение. На наш взгляд, начиная любой бизнес, лучше минимизировать вложения в него, что снизит финансовые риски при возникновении неблагоприятной конъюнктуры рынка. Поэтому на начальном этапе лучше все-таки арендовать производственное помещение.
Средняя арендная плата за съем производственных помещений в России, руб.*
|
ПОМЕЩЕНИЯ 50-60 КВ. М |
ПОМЕЩЕНИЯ 70-80 КВ. М. |
|---|---|
|
22 284 |
25 326 |
*по данным анализа объявлений Avito на 12.09.2018
Однако, если вы имеете необходимые денежные средства, можно и построить собственное помещение цеха. Для производства саморезов производственное помещение проще всего соорудить из сэндвич-панелей. Обеспечивая достаточно низкие показатели тепловых потерь, такие сооружения отличаются низкой стоимостью и малыми сроками монтажа. Стоимость такого сооружения начинается от 900 – 1200 рублей за квадратный метр. Собирается здание в течение нескольких дней.
Обратите внимание на такой немаловажный момент, как наличие коммуникаций на участке для возведения зданий. Если само здание можно собрать в течение нескольких дней, то процесс подключения коммуникаций займет несколько месяцев
Особенно долог процесс подключения природного газа, который может быть использован как для отопления, так и для некоторых стадий производственного процесса при производстве саморезов. Такое подключение может занять у вас не менее шести месяцев и потребует несколько сотен тысяч рублей, даже если газовая труба проходит в непосредственной близости от возводимого производственного помещения.
Организация бизнеса
Рынок сбыта саморезов огромен, учитывая, что они продаются даже в супермаркетах. При этом у предприятия есть достаточно много преимуществ по сравнению с другими идеями:
- Не требуется специальной разрешительной документации. К качеству продукции не предъявляется слишком строгих требований.
- Предприятие не требовательно к оборудованию, наличию свободного места. Его можно открыть даже самостоятельно с минимальным стартовым капиталом.
- На рынке нет знаменитых брэндов саморезов. Каждый новый производитель может с меньшими сложностями занять свою нишу и реализовать продукцию.
- Для запуска линии требуется минимальное обучение. Нет смысла нанимать высококвалифицированный персонал с высокой заработной платой.
Основными потребителями продукции станут хозяйственные магазины, строительные гипермаркеты, а также производители окон, мебели, натяжных потолков и прочего. Надежные крепежные элементы необходимы повсеместно.
Регистрация и запуск завода
Учитывая, что закупка оборудования за рубежом может занять несколько месяцев на доставку техники и сопутствующих деталей, то проще открыть цех с использованием отечественных моделей. Если оборудовать полную китайскую линию производства для старта потребуются:
| Наименование | Стоимость, руб. |
|---|---|
| Холодновысадочный станок Rhs-M8 | 900000 |
| Резьбонакатной станок RH-60 | 950000 |
| Печь цементации (закалки) CMP-50 | 950000 |
| 2 прессформы | 72000 |
| 100 пробойников | 78000 |
| 100 стержней | 78000 |
| Итого | 3028000 |
Дополнительно возможные машины:
| Наименование | Стоимость, руб. |
|---|---|
| Гальваническая линия Tongda | 300000 |
| Станок формирования сверла RG-120 (нужен для саморезов по металлу со сверлом на конце) | 3700000 |
Уменьшить расходы можно с использованием б/у оборудования. Но в этом случае лучше заручиться помощью знающего человека, чтобы не столкнуться с проблемами в эксплуатации. Непосредственно для размещения «покупок», запаса расходных материалов и готовой продукции достаточно помещения 50-70 м2. Достаточная высота потолков – 3,5 м. Арендная плата составит около 30000 р. в месяц. Также понадобится косметический ремонт. Так необходимый стартовый капитал:
| Наименование | Стоимость, р. |
|---|---|
| Оборудование | 3028000 |
| Доставка, монтаж, наладка линии | 400000 |
| Аренда и ремонт | 330000 |
| Оформление документации | 10000 |
| Итого | 3768000 |
Ежемесячные расходы
Основной материал для создания метизов – стальная проволока по ГОСТ 5663-79. Согласно техническим характеристикам это сталь 10-20 группы осадки 66. Она практически полностью переводится в готовую продукцию. Потери составляют всего 10%.
Для удобства расчетов допустим, что линия изготавливает черные саморезы по дереву 3,5х25 по 300 шт./мин. Согласно стандартам вес одного составляет 1,4 г. При условии 8-часового графика и 22 рабочих дней будет произведено: 300х60х8х22=3168000 самореза или 4435,2 кг. Соответственно будет израсходовано проволоки с учетом потерь 4928 кг. Среднерыночная стоимость 1 кг – 47 руб.
Еще одна статья расходов – оплата труда 2 разнорабочих для управления линией и складских работ. При условии, что предприниматель самостоятельно занимается поиском поставщиков материалов и реализацией продукции, ведет бухгалтерию, фонд оплаты труда составит 20000х2=40000 р. С учетом трат на рекламу, коммунальные услуги и непредвиденные расходы ежемесячные затраты на производство составят:
| Наименование | Стоимость, р. |
|---|---|
| Сырье | 231616 |
| ФОТ | 40000 |
| Аренда помещения | 30000 |
| Коммунальные платежи | 10000 |
| 10000 | |
| Непредвиденные расходы | 10000 |
| Итого | 331616 |
Доход и прибыль
При среднерыночной стоимости саморезов 300 р./кг и 70% реализации продукции в месяц выручка производства составит:
| Произведено саморезов, кг | 4435,2 |
| Текущие затраты, р. | 331616 |
| Себестоимость 1 кг, р. | 74,8 |
| Среднерыночная стоимость, р. | 300 |
| Доход за месяц (реализация 70%), р. | 931396 |
| Прибыль до выплаты налога, р. | 599780 |
| Налог (УСН 15%), р. | 89967 |
| Чистая прибыль, р. | 509813 |
Стартовые вложения условно окупятся от 8 месяцев. Однако на начальном этапе, пока не налажены каналы сбыта реализация вряд ли превысит порог 50%. Поэтому действительный срок окупаемости ближе от 1-1,5 годам.
Также необходимо учитывать, что ассортимент саморезов на рынке огромен и неоднороден. Разная продукция пользуется различным спросом. Поэтому для более успешного старта продаж необходим тщательный анализ рынка на спрос и наличие конкурентов в регионе.