Оборудование для производства стеклопластиковой арматуры
Содержание:
- Технология армирования фундаментов
- Затраты на бизнес
- Производство стеклопластиковой арматуры
- Важные моменты в выборе композитной стеклопластиковой арматуры
- Нюансы вязки пластиковой арматуры
- Как организовать завод по производству стеклопластиковой арматуры
- Технология армирования фундаментов композитными материалами
- Организация бизнеса
- Технология и оборудование для производства
- Технология производства
- Актуальность бизнес идеи
Технология армирования фундаментов
Благодаря уменьшенному весу пластиковой арматуры и возможности использования прутов любой длины, сборка армирующего каркаса выполняется намного проще, чем из металлических стержней. Повышенная прочность полимерной арматуры для фундамента материалов позволяет использовать меньшее сечение.
 Так, например, стальная арматура диаметром 12 мм, часто применяемая для монтажа фундаментов в частном строительстве, заменяется пластиком 8 мм, а пруты 10 мм — полимером 7 мм.
Так, например, стальная арматура диаметром 12 мм, часто применяемая для монтажа фундаментов в частном строительстве, заменяется пластиком 8 мм, а пруты 10 мм — полимером 7 мм.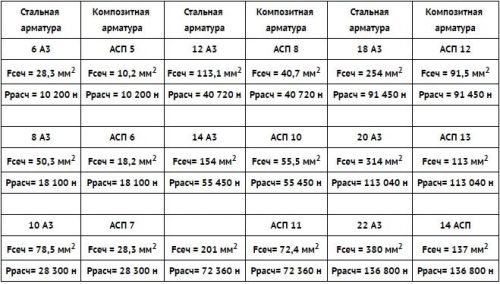 Расчетная таблица, которая поможет вам точно определить, какой диаметр можно использовать в каждом отдельно взятом случае.
Расчетная таблица, которая поможет вам точно определить, какой диаметр можно использовать в каждом отдельно взятом случае.
Технологический процесс производства монтажных работ с использованием пластиковой арматуры для фундамента выполняется в несколько этапов, что показано на видео в конце статьи:
- установка опалубки;
- разметка уровня заливки бетона;
- сборка армирующего каркаса;
- заливка бетона;
- снятие опалубки.
Монтаж опалубочной конструкции при армировании ленточного фундамента стеклопластиковой арматурой должен выполняться в соответствии с проектом для обеспечения точной конфигурации и размеров элементов фундамента. При устройстве опалубки из деревянных досок, ДСП или фанеры, рекомендуется обернуть щиты пергамином. Это позволит сохранить материал и использовать его повторно.
После этого на внутренней стороне ограждающих элементов с помощью водяного уровня необходимо нанести отметки верхнего уровня будущего монолита. Они позволят cориентироваться при заливке бетона и обеспечат его равномерное распределение.
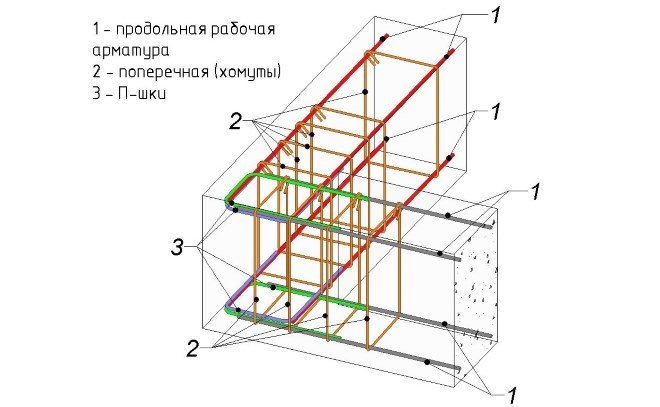
Сборка армирующего каркаса
Схема укладки арматуры и размеры между отдельными прутами всегда указываются в проекте. В случае применения стеклопластиковой арматуры в фундаменте, вы можете изменять диаметр стержней на меньший, но раскладку следует выполнять только по чертежу.
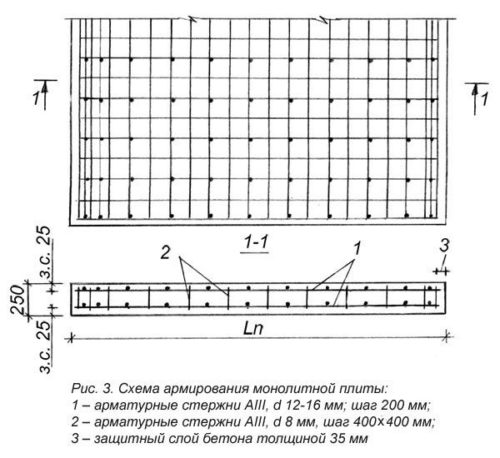
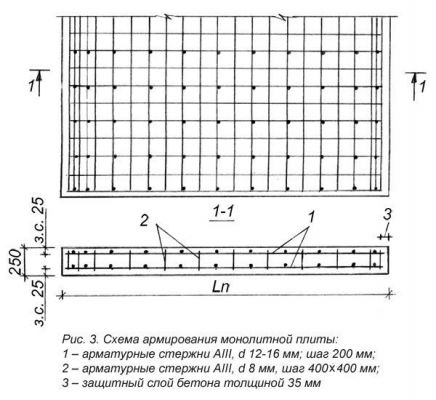 Схема армирования монолитной плиты.
Схема армирования монолитной плиты.
Первоначально необходимо отмотать из бухты пруты необходимой длины и установить их на подставки параллельно друг другу. Через заданные интервалы положить на продольные струны поперечные перемычки. Связать арматуру в местах пересечения вязальной проволокой или стянуть затяжными пластиковыми хомутами (подробнее про вязку — здесь). В результате будет готов нижний ряд каркаса для армирования фундамента стеклопластиковой арматурой.
Заготовьте вертикальные стойки необходимой длины. Верхний ряд каркаса вяжется аналогично нижнему. После сборки, оба ряда кладутся друг на друга и, начиная с края, связываются их вертикальные стойки, постепенно поднимая верхний ряд арматуры.
 После сборки конструкции ее нужно перенести и установить внутрь опалубочного ограждения, как показано на фото.
После сборки конструкции ее нужно перенести и установить внутрь опалубочного ограждения, как показано на фото.
Перед установкой армирующего каркаса, на дно траншеи засыпается песок и проливается водой или трамбуется. Утрамбованную песчаную поверхность рекомендуется накрыть гидроизолирующим материалом или геотекстильным полотном. Это предотвратит поступление влаги к фундаменту и увеличит его надежность и эксплуатационный срок.
В процессе выполнения работ по монтажу фундамента из стеклопластиковой арматуры, необходимо помнить, что края прутов не должны доходить до опалубки и дна траншеи на 5 см. Для обеспечения этого условия можно использовать специальные пластиковые фиксаторы типа «стойка» и «звездочка» или плотные влагостойкие каменные материалы.
 Армирование пояса.
Армирование пояса.
Заливка бетонной смеси
Укладка бетона внутрь опалубки производится точно так же, как и при использовании металлической арматуры
Однако следует соблюдать повышенную осторожность, поскольку прочность стеклопластиковой арматуры при сильных боковых воздействиях может оказаться недостаточной. Уплотнение бетона вибратором или трамбовкой необходимо выполнять таким образом, чтобы не повредить установленный каркас

Затраты на бизнес
Организация бизнеса по производству арматуры из стеклопластика потребует не менее 3 миллионов рублей. Около половины этой суммы уйдёт на приобретение оборудования и оснащение цеха. Примерно 1 миллион — на покупку сырья и оборотные средства для первых месяцев работы. Также сюда входят затраты на аренду цеха, транспортные и прочие расходы.
Сумму в 3 миллиона рублей нельзя назвать маленькой. В сравнении с некоторыми другими отраслями производства строительных материалов изготовление композитной арматуры действительно стоит дорого. Высокая цена связана с технологичностью и «искусственностью» материала — фактически, он целиком готовится из химических компонентов.

Композитная арматура широко применяется в строительных и дорожных работах
Расчет прибыли
В зависимости от диаметра цена на арматуру из композита начинается от 10 рублей за метр. Но средняя стоимость выше — 50-70 рублей. При этом материал всегда продаётся большими партиями, обычно от 1000 метров, то есть минимальная цена закупки — 50 тысяч рублей. Предприятие малой мощности производит за час порядка 2000 метров материала, то есть за смену — 16 000 метров. Выручка за смену составляет около 800 000 рублей. Кажется, что это очень много, но часть средств (около 40%) составит себестоимость. Из этих же средств предстоит уплачивать коммунальные расходы, зарплаты сотрудников и другие обязательные расходы.
Наличие стабильных каналов сбыта поможет окупить вложения в среднем за полтора года. Некоторым производителям удаётся выйти на уровень чистой прибыли быстрее, но это скорее исключение из правил. 16-18 месяцев — более реальный срок, учитывая значительный объём первоначальных вложений.
Производство стеклопластиковой арматуры

Арматура из стеклопластика (АСП) постепенно заменяет собой привычную металлическую арматуру. Этот строительный материал активно используется в развитых странах мира. В России он пока распространен мало (рыночная доля около 5%), хотя строительные компании все чаще переходят стеклопластик (тенденция характерна для городов-миллионников).
Производство композитной арматуры – перспективное направление для бизнеса. В этом плане мы расскажем, как организовать производственный процесс и коснемся всех моментов, важных для успеха дела.
Персонал
Наберите в штат работников с квалификацией.
Таблица 2. Численность и должностные обязанности персонала на производстве.
| Должность | Основные обязанности |
| Старший оператор (технический специалист), 1 чел. | Старший на производстве (контроль за работой оператора, рабочего, обслуживание техники) |
| Оператор, 1 чел. | Работа на оборудовании |
| Подсобный рабочий, 1 чел. | Погрузочно-разгрузочные работы, подача сырья, складирование готовой продукции |
| Менеджер по продажам, 1 чел. | Разработка политики по продвижению стройматериала, установление первого контакта с корпоративными покупателями |
| Торговый представитель, 2 чел. | Заключение договоров, работа с клиентами |
| Водитель (с автомобилем), 1 чел. | Логистика, развоз товара |
Старшего оператора лучше «создавать» самому, направив работника к производителю / продавцу техники для обучения. Бухгалтера можно нанять по аутсорсингу.
Сбыт готовой продукции
Есть несколько каналов реализации композитной арматуры:
- продажа напрямую частным застройщикам;
- сбыт через строительные магазины, крупные сети, оптовые базы, небольшие розничные магазины;
- работа с крупными строительными компаниями.
Для прямой продажи нужно направить информацию о предложении по разным рекламным каналам (СМИ, Интернет, проведение BTL-акций, расклейка объявлений). Реализация АСП через оптово-розничные сети позволит заключать договора на поставку крупных объемов товара, закрепиться и увеличить долю на рынке.
Выгоднее всего заключать долгосрочные контракты со строительными компаниями. Это позволит загрузить производство по максимуму, продавать больше товара.
Финансовый план: рентабельность и окупаемость
- Сумма первоначальных затрат составляет 2.635 млн руб. (2.7 млн руб.).
- Себестоимость 1 погонного метра арматуры диаметром 8 мм (самый распространенный вид) — 7.6 руб.
- Производительность линии — 7 м в минуту. Соответственно, в месяц можно произвести 7 м × 60 мин × 8 час × 22 д = 73 920 пог. м.
- Средняя цена 1 пог. м материала на рынке — 13 руб.
При такой цене чистая прибыль составит 5.4 руб. (13 — 7.6). При продаже всей произведенной за месяц продукции можно выручить без малого 400 тыс. руб.
- Чтобы окупить затраты, выйти на ноль, в теории понадобятся 7 месяцев. Но учтите, что поначалу продавать все не получится. Реальный срок окупаемости бизнеса больше в 2 раза – он составляет примерно 1,5 года.
Для наглядности оформим расчеты в таблицу:
| Расчетные показатели | Значения |
| Сумма первоначальных инвестиций | 2.7 млн рублей |
| Себестоимость 1 пог. м | 7.6 рублей |
| Рыночная цена 1 пог. м | 13 рублей |
| Производительность в месяц | 73 920 пог. м |
| Чистая прибыль в месяц | 400 тыс. рублей |
| Срок окупаемости | 7 месяцев |
Стеклопластиковая арматура — «свежий» товар для российского строительного рынка. Бизнес в этом направлении имеет замечательные перспективы. Для организации дела потребуется меньше 3 млн рублей — с учетом того, что вы собираетесь открывать мини завод, такие затраты кажутся пустячными.
Важные моменты в выборе композитной стеклопластиковой арматуры
Как обезопасить себя от некачественного товара? Есть несколько опасных моментов, которые могут попытаться скрыть от вас нечестные продавцы:
- неточные сведения о диаметре арматуры – нужно присутствовать при отгрузке товара и лично проверить заявленные размеры товара;
- товар пережжен в печи – проверьте, чтобы цвет стеклопластика был однородным в каждой бухте;
- изделие пережато в процессе изготовления – арматура не должна иметь выпуклых частей между анкеровочными ребрами;
- другие нарушения процесса производства – не покупайте товар от малоизвестных производителей.
 Знания о должном качестве товара обезопасят вас от неудачной покупки
Знания о должном качестве товара обезопасят вас от неудачной покупки
Нюансы вязки пластиковой арматуры
При подготовке каркаса для разных видов фундамента, также применяют различные техники вязки композитной арматуры. Методы вязки учитывают особенности монолитных конструкций. Рассмотрим самые популярные варианты вязания стеклопластиковых прутов.
Для ленточного фундамента
Вязка стеклопластиковой арматуры для ленточного фундамента осложняется наличием боковых примыканий, множеством пересечений и необходимостью готовить углы.
В точках соприкосновения фундаментных линий каркасы связывают, используя П-образные фрагменты. Таким образом соединяют перпендикулярную сетку с наружным армированием.
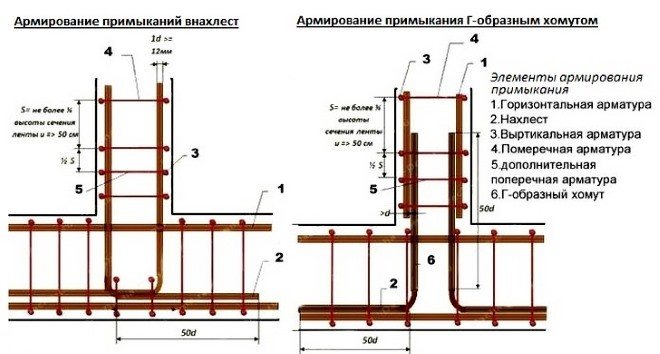
Для формирования углов стеклопластиковые пруты сгибают под прямым углом, но сделать это в условиях стройплощадки непросто, поэтому чаще просто заказывают готовые Г-образные изделия, которые и привязывают проволокой к основному каркасу. В этом случае перехлест должен составлять не менее 300 мм, а число вязок — не менее двух.
Если приходится выгибать пруты на месте, делать это следует очень осторожно. Применение огня или любого другого термического способа придания арматуре большей пластичности неприемлемо. В этом случае арматура потеряет свои первоначальные характеристики и не сможет справляться с расчетной нагрузкой
В этом случае арматура потеряет свои первоначальные характеристики и не сможет справляться с расчетной нагрузкой.
Готовые арматурные сетки в каркасе ленточного фундамента соединяют прямыми отрезками. Пересечения состыковывают внутри опалубки в точке установки.
При вязке каркаса для ленточного фундамента следует придерживаться следующих правил:
- вязать каркас можно как внутри опалубки, так и на свободной площадке, но второй вариант предпочтительнее;
- расстояние от границ опалубки должно составлять не менее 2,5 см.
Для плитного фундамента
Для подготовки плитного монолитного основания под дом готовят арматурный каркас из горизонтальных сеток. В зависимости от проектной нагрузки, каркас может состоять из одного или двух горизонтальных рядов, связанных между собой.
При подготовке каркаса для плиты, пруты не делят на поперечные и продольные фрагменты.
Чтобы нижнюю сетку установить над уровнем пола на нужной высоте, используют специальные пластиковые подставки с направляющими выемками под пруты. Их расставляют на расстоянии 1000-1500 мм друг от друга, что позволяет придать всему каркасу строго горизонтальное положение.
Особенностью заливки плитного фундамента, как и плиты перекрытия, заключается в необходимости проведения работ на месте. Обычно это довольно большие бетонные конструкции, не предназначенные для перевозки и перемещения
Поэтому перед тем как связывать арматурный каркас для плитного фундамента, нужно подготовиться и выполнять работы осторожно, не наступая на собранные сетки
Существует способ связывания арматурного каркаса плиточного фундамента с элементами ленточной конструкции. Для этого заготавливают пруты размером превышающим габариты плиты, чтобы была возможность связать их с каркасом ленточного фундамента. Между собой арматурные сетки связываются металлической проволокой с помощью вязального крючка.
Как организовать завод по производству стеклопластиковой арматуры
Составление бизнес-плана
В разработанном проекте на производство стеклопластиковых стержней должны быть отражены все этапы, начиная с организации бизнеса, оформления документов и заканчивая технологическим процессом и выпуском готовой продукции с заданными характеристиками. Узнать подробнее о том, как правильно составить бизнес-план, можно по этой ссылке – .
Особенностью подготовительного этапа перед запуском проекта являются испытания продукции и оформление протоколов испытаний. В них отражаются геометрические параметры готовых стержней, результаты испытаний их на растяжение и сжатие, на прочность и упругость, на поперечный срез и степень устойчивости изделий при испытании предельной температурой эксплуатации. В результате испытаний дается заключение о соответствии качества изделия и его параметров ГОСТу, а также выдается сертификат соответствия продукции критериям нормативов.
Помещение
Площадь под рабочий цех должна быть не менее 50 кв. метров. Температура воздуха должна поддерживаться в пределах +18°С, влажность – не более 85%. Помещение следует оснастить приточно-вытяжной вентиляцией и подводом электрического кабеля на 380 В.

Персонал
В первую очередь необходимо взять для обслуживания автоматической линии грамотных, умеющих работать на современном оборудовании, рабочих. На первых порах вполне хватит для двухсменной работы 2-3 операторов. Один из них будет подменным в случае болезни основного работника, или выполнять другие работы, предусмотренные производственным процессом. Другие штатные единицы должны рассматриваться по мере необходимости и по мере расширения бизнеса.
Оформление документов
Организация бизнеса начинается с расчетов финансовых возможностей и рентабельности. Если решение об организации производства принято, то следует действовать по определенному алгоритму:
- обратиться в государственный регистрационный орган, где уточняется пакет документов, необходимый для открытия бизнеса. Здесь же регистрируется вид и форма деятельности – или ООО;
- пишется заявление соответствующей формы;
- делаются копии необходимых документов, удостоверяющих личность, собирается пакет документов о создании юридического лица, уставные документы;
- уплата госпошлины за регистрацию.

Расчет затрат
При организации бизнеса по производству стеклопластиковой арматуры, стоит иметь в виду, что придется потратить довольно значительную сумму на оборудование и сырье. Вот примерно, какие расходные статьи могут присутствовать при этом:
- покупка исходного сырья;
- затраты на оформление документации и регистрацию бизнеса;
- транспортные и коммунальные платежи;
- покупка технологической линии и ее монтаж;
- покупка, строительство или аренда помещения под производственный цех и подсобные помещения;
- заработная плата работникам.
Расходных статей может быть больше или меньше, все зависит от возможностей начинающего предпринимателя
Важно, чтобы все расходы были учтены, чтобы как можно более точно просчитать рентабельность предприятия
Технология армирования фундаментов композитными материалами
Небольшой вес пластиковой арматуры для фундамента упрощает процесс сборки арматурного каркаса любой конструкции. При этом, благодаря повышенной прочности материала, диаметр поперечного сечения берется на один номер меньше, чем для металлических аналогов.

Технологический процесс монтажа бетонных монолитных конструкций с применением полимерных стержней состоит из следующих этапов:
- установка опалубки и отметка уровня заливки бетонной смеси;
- сборка и установка армирующего каркаса;
- заливка бетона в опалубку;
- снятие опалубочных щитов.
Работы по монтажу армированных монолитных конструкций необходимо выполнять в соответствии с принятыми проектными решениями. Конфигурация палубы должна полностью соответствовать размерам и форме фундамента. В качестве опалубочного материала можно использовать штатные щиты заводского изготовления, доски, влагостойкую фанеру или ДСП. Для несъемной опалубки чаще всего применяют листовой пенополистирол.
После сборки и закрепления опалубочных щитов, на их внутренней стороне, при помощи водяного уровня, делают отметки верхнего предела заливки бетонной смеси. Это сократит время выполнения работы и поможет более равномерно распределить бетон.
Пространственный армирующий каркас для ленточного фундамента
Схема армирования фундамента, укладки и диаметр прутьев всегда указываются в проекте. Применение композитной арматуры, особенно на основе углеволокна, позволяет уменьшить диаметр стержней на один размер. Укладка материала должна точно соответствовать расчетным данным. Сборка каркаса производится на ровной площадке.

Работа начинается с нарезки заготовок. Для этого из бухты отматывают отрезки необходимой длины и устанавливают из на подставки на высоте 35-50 мм над опорной подушкой или грунтом. После этого укладываются поперечные перемычки, согласно чертежу, и в местах пересечений связываются проволокой или стяжками. Таким образом будет собран нижний ряд пространственного арматурного каркаса.
На следующем этапе необходимо собрать решетку, полностью аналогичную первой, уложить ее сверху и после этого нарезать вертикальные стойки проектной длины. Первая стойка привязывается на углу плоских решеток, вторая — на соседнем пересечении, в итоге так постепенно образуется пространственная конструкция. Если горизонтальных рядов больше, то вторая решетка фиксируется на нужной высоте, а потом закрепляется следующая. Вертикальная стойка в этом случае представляет собой один целый отрезок.
 Пластиковые фиксаторы.
Пластиковые фиксаторы.
На дно траншеи необходимо насыпать песчано-щебеночную подушку и хорошо ее утрамбовать. После этого слой песка рекомендуется накрыть геотекстилем или гидроизолирующим материалом. Это предотвратит поступление влаги к бетону и прорастание сорных растений.
Горизонтальное армирование плитных фундаментов
При заливке фундаментных оснований плитного типа применяют технологию горизонтального армирования. Ее главная особенность заключается в отсутствии поворотных и примыкающих участков. Обычно это две сетки, расположенные друг над другом из длинных прямых прутов и вертикальных стоек.
Все работы выполняются по месту. Сначала, по проектному чертежу, вяжется нижняя сетка, а поверх нее укладывается верхняя. После этого устанавливаются вертикальные стойки, как было рассказано для ленточных конструкций. Нижняя сетка должна быть обязательно установлена на подставки.
Заливка бетона на пластиковый арматурный каркас
Технологически заливка бетонной смеси ничем не отличается от работ при использовании стальной арматуры
Однако, учитывая меньшую прочность материала при боковом радиальном воздействии, уплотнение вибратором следует производить осторожно, чтобы не нарушить целостности пластиковых прутов

Использовать ручную трамбовку не рекомендуется, т.к. давление бетона может изменить конфигурацию армирующей конструкции.
Организация бизнеса
Производство композитной арматуры требует внушительных затрат на организацию. Практика показывает, что мало кому удаётся создать полноценное предприятие менее чем за 3 миллиона рублей. Оборудование и сырьё стоят дорого. К тому же предпринимателю придётся предусмотреть оборотные средства на тот период, пока компания не продаст первые партии товаров.
Продуманно подойти к работе поможет бизнес-план. В него нужно включить не только расходы на открытие, но и расчёт рентабельности, цель на 6 и 12 месяцев, примерный штат сотрудников, а также — перечень потенциальных партнёров. Чем быстрее предприниматель найдёт стабильные каналы сбыта, тем быстрее предприятие выйдет на уровень чистой прибыли.
Технология производства
Изготовление композитной арматуры происходит на конвейерной линии. Вмешательство человека в работу оборудования минимально. Производство начинается с обработки стеклоровинга — материал вытягивают в нити сечением до 20 микрон и пропитывают специальным засмаливателем. Пропитанные нити сплетают в пучки и просушивают горячим воздухом. После сушки стеклоровинг пропитывают эпоксидной смолой.
На следующей стадии нити попадают в специальную форму для пластических веществ (фильер), где определяется диаметр будущей арматуры. Затем заготовки обматывают жгутом: он обеспечивает необходимую толщину и улучшает характеристики сцепления с бетоном.
Сформированную и обмотанную арматуру обжигают в магнезитовой туннельной печи. Там смолы полимеризуются. На завершающей стадии композитные волокна остужают до комнатной температуры в проточной воде. После этого материал фактически готов к использованию. Его нарезают по нужным размерам пилой с алмазным напылением. Срез получается точным и ровным.
Оборудование
Конвейер оборудования для изготовления композитной арматуры обойдётся в 1-1,7 миллионов рублей. Это основная часть трат на открытие предприятия. В список станков и техники входят:
- Ванна для пропитки стеклоровинга с функцией отжима.
- Фильеры (формы для пластических веществ).
- Станок для вытягивания арматуры.
- Аппарат для закручивания нитей.
- Полимеризационная печь с функцией регулирования температуры.
- Аппарат для охлаждения.
- Пила с алмазным напылением/станок для нарезки готовой арматуры.
- Аппарат для скрутки готовой арматуры.
Все станки выстраиваются в конвейер протяжённостью 15-20 метров. В дополнение к этому оборудованию потребуется приобрести погрузчики, весы, стеллажи для сырья и готовой продукции. Такого комплекта будет достаточно для производства в рамках малого предприятия.

Производство начинается с обработки стеклоровинга — материал вытягивают в нити сечением до 20 микрон и пропитывают специальным засмаливателем
Требования к помещению
Так как конвейер станков для изготовления арматуры из стеклопластика занимает минимум 15 метров длину и около полуметра в ширину, помещение должно иметь подходящую протяжённость. Размещение оборудования должно быть комфортным для рабочих. Поэтому площадь помещения не может быть менее 200 квадратных метров. Цех разделяется на 3 зоны: рабочее пространство, склад, комната для персонала.
Пол помещения должен быть ровным, без перепадов высот (в крайнем случае не более 5 сантиметров). Высота потолков от 2,5 метров. Изготовление композитной арматуры требует поддержания стабильного температурного режима на уровне 16-18 градусов, поэтому желательно наличие специальной системы регулирования тепла. Хорошее освещение гарантирует качественную работу, не стоит игнорировать эту характеристику. Не получится обойтись и без мощной вентиляции (с оттоком воздуха не менее 250 литров воздуха в минуту). Местоположение цеха не имеет большого значения, можно разместить его на окраине или за чертой города.
Сырье
Какие необходимы материалы для производства композитной арматуры? Основой является стеклоровинг — нити из расплавленного алюмоборосиликатного стекла диаметром от 10 микрон. При изготовлении арматуры волокна поставляют большими герметично упакованными бобинами. Их перевозят при температуре на превышающей 35 градусов и при уровне влажности не более 70%.
Второй ключевой компонент — это эпоксидная смола. Это бесцветная или светло-жёлтая тягучая жидкость, по консистенции напоминающая мёд, используется при первичной обработке ровинга. Она придают будущей арматуре устойчивость к агрессивным средам.
Кроме этих двух компонентов для производства композитной арматуры необходимы:
- сплёточная нить;
- спирт;
- ацетон;
- дициандиамид.
Технология и оборудование для производства
Сырье для изготовления композитной арматуры:
- Ровинг (базальтовый и/или стеклоровинг);
- Смолы;
- Сплеточная нить (ровинг, который пойдет для обмотки);
- Ацетон;
- Этиловый спирт;
- Дициандиамид.
Сырье может быть и другим по составу.
Стеклопластиковая (СПА) и базальтопластиковая (БПА) арматура являются наиболее популярными на сегодняшний день в России, но есть еще и совмещенный вид – стержень из стеклопластика, а рельеф (ребра) из “базальта”.
В роли связующих элементов чаще всего выступают термореактивные синтетические смолы, среди которых кремнийорганические и фенолальдегидные (твердеют при реакции поликонденсации); эпоксидные и непредельные (не выделяют побочных продуктов в процессе отверждения).
Среди других полимеров, занявших прочную нишу, следует назвать полиимидные, полибензимидазоловые и полибензотиозолевые. Эти смолы часто используют с добавлением других полимеров.
Для того чтобы получить на выходе стеклопластиковую арматуру с высоким уровнем стойкости к разного рода коррозиям, следует использовать эпоксифенольное связующее. Полиэфирное связующее придаст арматуре повышенные электрические свойства.
На один килограмм стеклопластиковой арматуры следует использовать 0,862 стекложгута-ровинг таких марок, как РБН-10-2520 либо же РБН-10-2520-4Э; эпоксидной смолы требуется 0,134 следующих марок: ЭД-20 либо ЗИС-1; фенолформальдегидной смолы потребуется 0,116 марки ЛБС-1; дициандиамида – 0,03; этилового спирта – 0,015; сплеточной нити – 0,01 кг; ацетона – 0,021.
Основой производства неметаллической арматуры стал уже традиционный способ производства стеклопластиков – подсушка и размотка волокна, пропитка его связующим, полимеризация.
Видео процесса изготовления:
Оборудование для производства композитной арматуры (стеклопластиковой или базальтопластиковой):

Устройство линии (оно может быть и другим). Цены на такие линии начинаются от 3 000 000 руб.
Принцип непрерывной протяжки позволяет изготовить неметаллическую арматуру из любого вида волокна, при этом следует учитывать его технологичность и температурные режимы отвердения связующих.
Технология производства
Стройматериал изготавливают на специальном оборудовании. Процесс автоматизирован, персонал только контролирует и обслуживает технику.
- Нити стекловолокна нагреваются, пропитываются в смоле.
- Нити собираются в пучок, связываются в одно целое, протягиваются через фильеру (отверстия определенного диаметра).
- Полученные стержни проходят через камеру полимеризации (туннельную печь), обрабатываются под высокой температурой.
- Композитная арматура охлаждается, сушится.
- АСП сматывается в бухты или нарезается на отрезки нужного размера с последующей укладкой в штабеля по диаметрам.

Можно делать арматуру любой проектной длины.
Актуальность бизнес идеи
Строительный рынок, как и рынок стройматериалов, можно с полной уверенностью отнести к самой развивающейся и перспективной отрасли экономики. В связи с этим, производство и реализация строительных материалов всегда пользуется спросом. В том числе и новый для этого рынка продукт — композитная стеклопластиковая арматура
Предпочтительным является использование их в химически напряженные структурах, структуры практически без покровного слоя бетона в структурах с возникновением паразитных токов, и в структурах, в которых нежелательные тепловых мостиках, экранирующие электромагнитные волны и тому подобные. Сборные композиты интенсивно занимались инновациями химического состава и нововведения в технологии производства этих армирующих балок. Обычно доступные конкурентные продукты достигают либо высокой прочности, либо консистенции с бетоном.
Как правило, высокие значения не достигаются по всем характеристикам. Подкрепления стержней могут быть снабжены прямыми или формованными или завязаны в сетку и, как уже упоминалось, могут быть предварительно загружены. Инновации существующего ассортимента Инновации в составе материала и технологиях производства достигли непревзойденных прочностных характеристик и модуля прочности на растяжение и сцепления с бетоном и значений максимального смещения по когезионности между ними
В то же время максимальное внимание уделяется составу материала для обеспечения высокого срока службы арматуры
— В чем же преимущество этой бизнес идеи?